Dana’s wind turbine servicing expertise reduces downtime and cuts costs after gearbox catastrophic failure in service
With O&M costs representing about a quarter of total-life costs for wind power plants, keeping gearboxes functioning properly is crucial to the successful and profitable running of any wind power project. Here, Andrew Baggaley, from Dana SAC UK’s service team, explains how they cut downtime and reduce customer costs, through their ability to refurbish and restore.

Gear damage
Dana have recently completed four refurbishment projects of the same gearbox type and same failure mode. These were interesting because the damage was particularly extensive, yet still worth repairing.
This specific design has helical gearing throughout. The case is partly mono block, making both strip down and gear wheel installation challenging. This is due to the risk of cracking the gear case when pressing the wheels off. Dana’s aim is always to investigate the potential for refurbishment, salvaging parts where possible and replacing parts where absolutely necessary. Andrew explains,
“Because we were able to inspect four units in the same period, we found them at varying stages of the same failure mode, enabling us to identify the point of initiation. The bearing pairs on the third line were being overloaded. The premature bearing wear had allowed misalignment with the preceding and following lines. Subject to how long the unit was continuing to run, the case bores and – ultimately – the second line wheel and fourth line pinion shaft respectively were also destroyed.”

Thrust damage to bearings
On further analysis, the prime contributor to the failure was found to be thrust overload, which could be seen from the asymmetrical bearing inner race wear, (always in the same direction). This had also worn the respective bores. Andrew explains the assessment,
“The gear case was set up and clocked on the horizontal borer. This confirmed that the general accuracy of the gear case was good – parts of both the bore pair were unworn giving us the original centrelines. Accordingly, the line could be re-bored oversize with a counter bore added for a Top Hat flange.”
Andrew continues,
“The low speed shaft interface was also damaged internally where it grips the Input shaft – unusually, the pick-up was caused at original installation when the parts were mated. While many high value components had been essentially written-off, we were keen to find out whether refurbishment was still practically and commercially viable.”
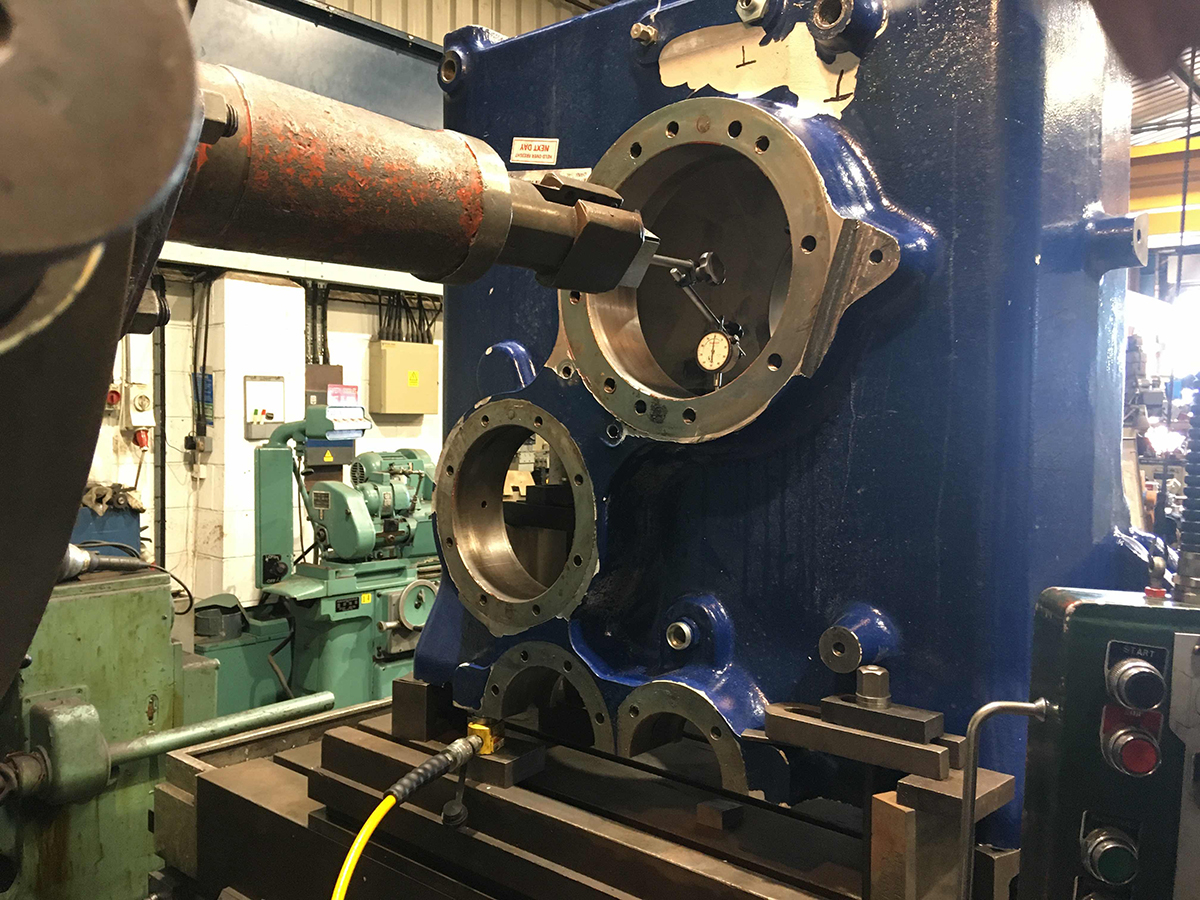
Bore alignment checks
Dana’s servicing team undertook in-depth investigation, resulting in a detailed report, with fully-costed recommendations. Any damage that rendered parts unusable were illustrated and explained; reusable and replacement parts were clearly identified, allowing for accurate rebuild costs to be quoted. Any optional elements and additional recommendations were made clear to the customer.
The build and refurbishment – with new and existing parts – was undertaken by the service team. Bore liners were fitted prior to installing bearings and axial floats set, checked and recorded. As part of the test, paint and dispatch procedure, the internals were reset and gear contacts verified. The unit was spin tested with bearing temperatures monitored to ensure they plateau at an acceptable level. The lube system was also refurbished. These particular units were upgraded. An additional large area high efficiency filter together with a remotely monitored particulate sensor were added. The unit was tested with a throw away filter element, which was then replaced with new on completion ready for despatch.
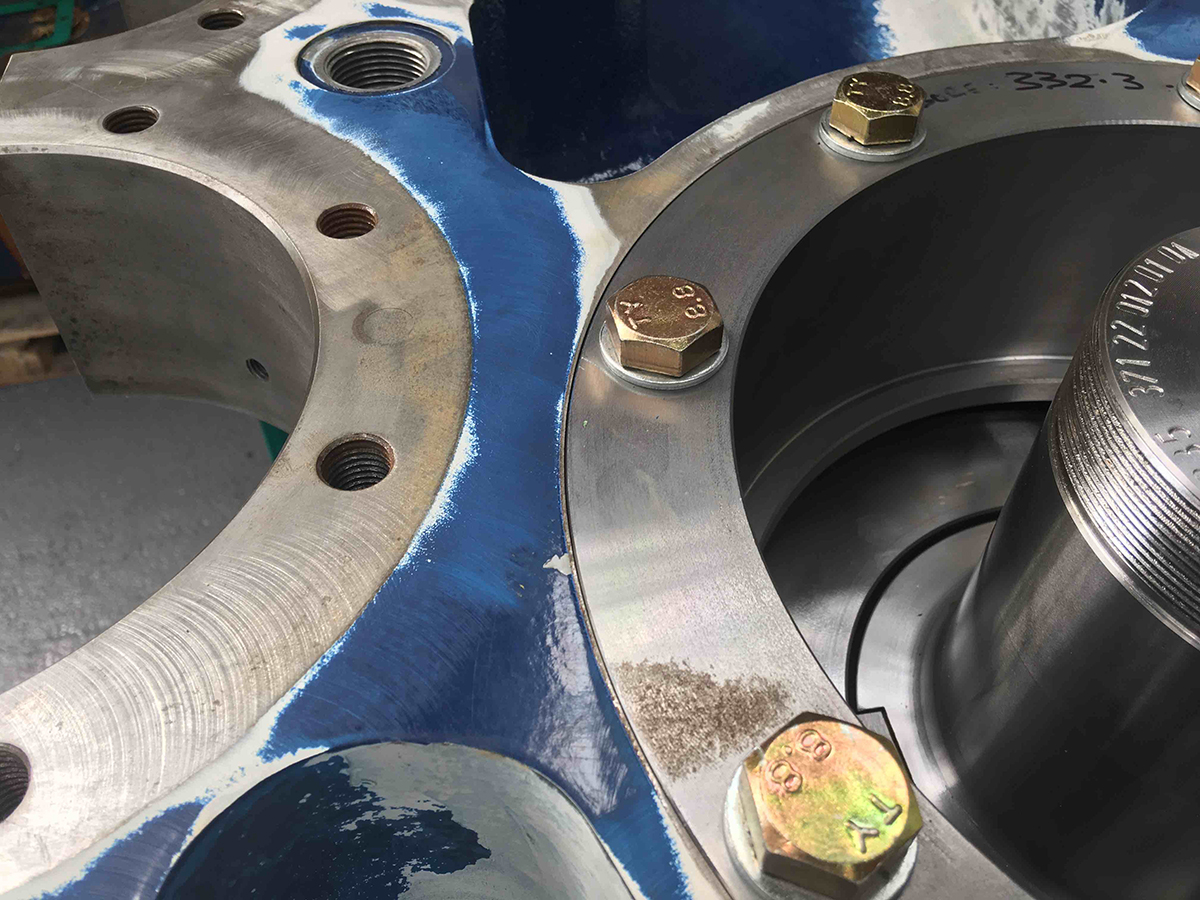
New Top Hat liners in situ
On completion of the project, Dana were able to return the unit ready to fit, demonstrating that refurbishment can be possible, even for extensive damage, and at less than half the cost of a new unit. With the choice between OEM gear parts or reverse-engineered items, costs to the customer could be further reduced and lead-time cut significantly. All reused parts were subject to NDT (magnetic particle inspection) and new parts and workmanship are covered by a 12-month warranty. Andrew comments,
“We have seen a number of these types of failure coming through to our servicing team and are confident in our approach which offers significant benefits to the customer. For this project, as with all work undertaken by our servicing team, we focus on minimising disruption and delay in the end use of the unit. Some of the issues uncovered at the investigation stage were potentially very expensive for the customer so our approach, reusing parts where commercially viable and practical, meant that we both kept costs to a minimum as well as avoiding unnecessary delays with the manufacture or delivery lead-time for new parts.
With more than 30 years combined servicing expertise, our team are experienced with main gearboxes from numerous manufacturers, up to approximately 1MW capacity (V52 size). Having serviced many of this type of gearbox, we’ve added value to some of the most badly damaged units that have been thought unsalvageable.”

Finished unit on test